
Os sistemas de higienização nas indústrias de laticínios são classificados em dois tipos básicos, sendo eles o Open Plant Clean (OPC) e o Cleaning in Place (CIP) utilizados de acordo com o layout em questão.
A correta higienização ao longo da cadeia produtiva do leite é fundamental para garantir a qualidade da matéria-prima, ingredientes, insumos e processos, visando à obtenção de alimentos seguros, particularmente em relação às contaminações com agentes químicos, físicos e biológicos.
Assim, procedimentos de higienização adequados objetivam não só reduzir a população microbiana dos produtos lácteos a níveis seguros, tanto do ponto de vista tecnológico quanto de saúde pública, mas também eliminar as sujidades (compostos orgânicos e inorgânicos, microrganismos e outros sedimentos indesejáveis), proporcionando produtos com qualidade nutricional, sensorial e higiênico-sanitária desejada.
Cada indústria de laticínios é responsável por estabelecer seus procedimentos de higienização em função das condições de operação da planta (equipamentos, escalabilidade, processos utilizados e produtos fabricados) (PAIVA et al, 2017). De formal geral, a higienização é dividida em duas etapas bem definidas: limpeza e sanitização (ANDRADE, 2008).
A limpeza é a etapa que consiste na remoção de resíduos orgânicos e inorgânicos (além de poeira, microrganismos e outros contaminantes oriundos do ambiente) dos equipamentos, utensílios e demais superfícies de processamento, por meio da utilização de detergentes (soluções à base de compostos alcalinos ou ácidos, apresentando também compostos coadjuvantes de limpeza como fosfatos, complexantes, tensoativos, enzimas, dentre outros) e ação mecânica.
Deve ser realizada imediatamente após o processamento para evitar que as incrustações fiquem aderidas mais fortemente às superfícies, o que dificulta a sua remoção e favorece o crescimento e adesão de microrganismos, ou seja, a formação de biofilmes microbianos.
Já a sanitização é a etapa que visa assegurar a qualidade microbiológica das superfícies/ambiente de processamento, por meio da eliminação dos microrganismos patogênicos e redução dos deterioradores a níveis que atendam às especificações previamente propostas.
Essa etapa pode ser realizada por meio de métodos físicos (calor ou radiação ultravioleta) e/ou químicos (aplicação de soluções sanitizantes, como hipoclorito de sódio, ácido peracético ou clorexidina, por exemplo). Deve ser feita imediatamente antes do processamento para evitar recontaminação das superfícies.
De acordo com o layout de produção, os sistemas de higienização utilizados são classificados em dois tipos básicos: o Open Plant Clean (OPC) e o Cleaning in Place (CIP).
Sistema de higienização OPC
É utilizado em superfícies externas, utensílios e equipamentos abertos. Nele, as soluções de limpeza e os sanitizantes podem ser aplicados manualmente; por imersão; por meio de equipamento tipo spray com baixa ou alta pressão; pela aplicação de gel ou espuma; e por aspersão ou nebulização (Figura 1).
Figura 1. Sistema de higienização OPC utilizado em superfícies externas, utensílios e equipamentos abertos.

Quais são as operações de higiene do sistema OPC?
- Higienização manual
É a operação de limpeza de superfícies de processamento (mesas, fôrmas e tanques) realizada por manipuladores com solução detergente e água, à temperatura de até 45 ºC, por meio de buchas e/ou escovas (cerdas rígidas ou flexíveis, dependendo da superfície).
Geralmente, usa-sedetergente neutro ou de alcalinidade leve/moderada (à base de carbonato de sódio, por exemplo).Importante observar que durante esta operação, a mangueira de água precisa ter o comprimento ideal para alcançar todas as áreas a serem higienizadas.
- Higienização por imersão
Consiste em mergulhar utensílios (fôrmas e dessoradores para queijos, facas, etc) e peças desmontáveis de equipamentos e tubulações (válvulas, conexões e gaxetas) em uma solução detergente (processo de limpeza) ou sanitizante (processo de sanitização) durante 15 a 30 minutos, com ou sem agitação.
No processo de limpeza alcalina por imersão, normalmente utilizam-se soluções alcalinas de baixa/moderada alcalinidade, seguida de limpeza manual complementar. Se for necessária a limpeza ácida por imersão (por exemplo, para a desincrustação mineral em fôrmas de queijos, realizada uma a duas vezes por semana), é indispensável que o manipulador utilize luvas apropriadas e óculos de proteção, além dos demais EPI’s indispensáveis, para evitar o contato com a solução detergente.
- Higienização pelo uso de equipamento tipo spray
Operação na qual água (etapas de enxágues inicial, intermediário e final), soluções detergentes e sanitizantes são aspergidas na superfície a ser higienizada, como azulejos, por meio de um aparelho constituído de uma pistola e injetor.
Este processo pode ser realizado a baixas ou altas pressões, geralmente com produtos químicos que não apresentam riscos aos manipuladores, como detergente neutro (solução de limpeza) e clorexidina (solução sanitizante).
- Higienização pela aplicação de gel/espuma
Consiste em aplicar o gel ou espuma sobre a superfície a ser higienizada, deixando-a atuar durante um determinado tempo de contato antes da limpeza manual complementar e enxágue. Geralmente, os detergentes apresentam na formulação agentes tensoativos aniônicos, incluindo os compostos alquil aril sulfonatos como o lauril éter sulfato de sódio, que formam bastante espuma (ANDRADE, 2008).
Este procedimento é aplicado em superfícies externas de equipamentos ou ambiente, como na limpeza de caminhões isotérmicos, portas de câmaras frias e azulejos. É um método interessante por haver uma maior economia de mão de obra. Entretanto, dependendo do nível de espuma formado, faz-se necessária a utilização de agentes antiespumantes para o correto descarte do efluente gerado.
- Higienização por aspersão ou nebulização
Consiste na ação de aspergir (borrifar) uma solução sanitizante no ambiente da fábrica (salas de produção e câmaras frias, por exemplo) de modo a remover os microrganismos contaminantes. Utilizam-se equipamentos que produzem uma névoa da solução sanitizante (como de quaternário de amônio ou de ácido peracético), reduzindo o número de microrganismos do ambiente à níveis toleráveis de acordo com as especificações previamente propostas.
É importante enfatizar que o responsável técnico deve sempre utilizar uniforme e equipamentos de proteção individual (EPI’s) como botas, avental, óculos de proteção, protetor auricular, luvas e máscara, de modo a evitar acidentes durante as operações de limpeza e sanitização.
Sistema de higienização CIP
O sistema de higienização CIP é aplicado em locais onde a higienização manual não pode ser realizada facilmente ou é impossível de ser feita (por exemplo, silos de estocagem de leite e tubulações, além de trocadores de calor como pasteurizadores e evaporadores).
Assim, não é necessário a desmontagem dos equipamentos, além da possibilidade de utilização de detergentes em concentrações e temperaturas mais elevadas, bem como da recuperação destas soluções de limpeza.
A sua eficácia depende da circulação sob regime de escoamento turbulento das soluções detergentes e sanitizantes no interior dos equipamentos e tubulações, da temperatura e das concentrações adequadas dos princípios ativos dessas soluções, devendo ser realizada em tempo suficiente para que se tenha a remoção completa das incrustações.
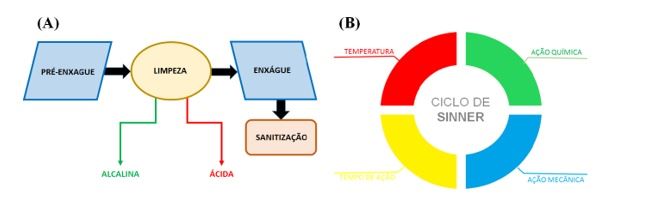
Para a realização de cada etapa de um processo de higienização CIP (Figura 2A), emprega-se uma combinação de quatro principais fatores, conhecida como Ciclo de Sinner: ação química, ação mecânica, tempo e temperatura (Figura 2B) (ANDRADE, 2008; LELIEVELD, 2003).
Figura 2. (A) Etapas básicas de um procedimento de higienização CIP; (B) Ciclo de Sinner.
Quais são os fatores do Ciclo de Sinner?
- Ação química
É a interação ou reação química entre as substâncias de limpeza (componentes das formulações dos detergentes) e as substâncias que compõem as incrustações. Está diretamente relacionada com a sequência correta de aplicação dos detergentes, a concentração dos princípios ativos, a temperatura, o tempo de contato e a ação mecânica sobre a superfície a ser higienizada.
- Ação mecânica
Consiste na força aplicada à superfície a ser higienizada, juntamente à ação química das substâncias detergentes. No caso do sistema OPC, a ação mecânica se dá por fricção da superfície, através do uso de buchas e/ou escovas adequadas (geralmente de fibra ou nylon).
Já no sistema CIP a ação mecânica é devido ao escoamento turbulento (velocidade mínima de 1,5 m/s) das soluções de limpeza através das tubulações e equipamentos, impulsionado por bombas ou pela força gravitacional (no caso de silos de estocagem, por exemplo, onde utilizam-se spray balls. Neste caso, a solução de limpeza aspergida na parte superior da superfície do reservatório escoa ao longo das paredes internas, promovendo a remoção das sujidades).
- Tempo
É o período de contato da solução de limpeza com a superfície a ser higienizada. Deve ser o suficiente para que ocorra a completa remoção das sujidades da superfície em uma determinada etapa do processo de higienização.
Porém, o tempo não deve ser maior do que o necessário, pois implicará em maiores custos com energia elétrica, vapor (dependendo se a etapa do processo de higienização requer aquecimento da água ou solução detergente), consumo de água, produtos químicos e volume de efluentes, além de menor produtividade da planta.
- Temperatura
Relaciona-se à energia térmica necessária para a otimização das interações ou reações químicas entre as substâncias de limpeza e os componentes das incrustações, otimizando a remoção dos componentes orgânicos e inorgânicos aderidos às superfícies.
Por exemplo, na etapa alcalina de limpeza, a remoção de gordura se dá pela reação endotérmica de saponificação entre os lipídios e o composto básico (hidróxido de sódio ou carbonato de sódio) do detergente. Por isso, a necessidade da circulação do detergente alcalino geralmente a temperaturas superiores à 60 °C.
As combinações destes quatro fatores variam em cada etapa para diferentes sistemas de higienização e, em geral, se o uso de um dos fatores for restrito, esse déficit pode ser compensado pela utilização de maiores quantidades dos outros (LELIEVELD, 2003).
No sistema CIP, ao contrário do OPC, é possível a padronização do procedimento de higienização quando o processo é automatizado, de modo a otimizar a correlação entre as quatro variáveis que determinam o sucesso dos programas de higienização.
Assim, define-se a velocidade de fluxo das soluções (ação mecânica), como as concentrações das soluções detergentes e sanitizantes (ação química), temperatura utilizada e tempo para cada etapa dos processos de limpeza e sanitização.
Além disso, a central CIP possibilita o armazenamento dos dados (parâmetros referentes aos 4 fatores) relativos ao procedimento de higienização, favorecendo a verificação e padronização do processo. Por fim, para a avaliação da eficácia e eficiência de um procedimento de higienização, respectivamente, deve-se:
- Avaliar se os resíduos e produtos químicos foram eliminados das superfícies e a população de microrganismos reduzida até atender a critérios de segurança pré-estabelecidos;
- Avaliar os custos, ou seja, fazer a gestão estratégica relativa ao tempo de inatividade de produção, consumo de produtos químicos, de água e de energia (elétrica e vapor), além do tratamento de efluentes.
Entretanto, como fazer estas avaliações serão temas abordados em artigos futuros.
Conclusão
A higienização para a indústria de laticínios tem papel fundamental ao criar um ambiente seguro e livre de contaminações, desde a produção do leite nas fazendas e ao longo das etapas de processamento, estocagem e distribuição.
Decisivamente, contribui para a produção de lácteos de acordo com os seus respectivos Padrões de Identidade e Qualidade, além de sua relevância quanto aos aspectos tecnológicos, econômicos e comerciais.
Assim, a compreensão dos vários procedimentos de higienização na indústria de laticínios, tanto em relação à eficácia quanto ao custo, otimiza o custo-benefício, satisfazendo aos anseios dos produtores, industrializadores e consumidores.
Referências
ANDRADE, N. J. de. Higienização na Indústria de Alimentos: avaliação e controle da adesão e formação de biofilmes bacterianos. São Paulo: Varela, 2008. 400 p.
LELIEVELD, H. L. M. et al. Hygiene in food processing: principles and pratice. Cambridge: Woodhead , 2003. 370 p.
PAIVA et al. Higienização: da produção do leite à indústria de laticínios. Informe Agropecuário: Prevenção e correção de defeitos na produção de leite e derivados. Belo Horizonte/MG, v. 38, n. 299, p. 43-52, 2017.





