FAÇA SEU LOGIN E ACESSE CONTEÚDOS EXCLUSIVOS
FAÇA SEU LOGIN E ACESSE CONTEÚDOS EXCLUSIVOS
Por Laerte Dagher Cassoli
Esta é uma pergunta que merece atenção e que gostaríamos de compartilhar com os leitores algumas informações. Alterações na qualidade do leite podem ocorrer durante o percurso entre a fazenda e a indústria, em especial sobre na contagem bacteriana total (CBT). Há grande preocupação, por parte das indústrias, em promover a melhoria da qualidade do leite proveniente de seus fornecedores por meio de projetos de fomento e remuneração por qualidade. Como já publicamos em artigos da Revista Leite Integral, é evidente que indústrias que pagam por qualidade têm, como fornecedores de leite, produtores que prezam em suas fazendas por uma produção de melhor qualidade, isto é, com menor CBT. Entretanto, será que a qualidade alcançada pelos produtores não está sendo perdida ao longo da cadeia? O leite que está sendo processado por estas indústrias é realmente de boa qualidade? Qual a responsabilidade que cada elo do processo produtivo, seja ele produtor, transportador ou fábrica, possui na qualidade final do leite?
O que muda na qualidade do leite ao longo do tempo
Quando se fala em alterações da qualidade do leite ao longo da cadeia, nos referimos em especial à CBT, pois os demais indicadores como gordura, proteína e contagem de células somáticas não se alteram durante o percurso entre a fazenda e a indústria, isto é, entre a coleta do leite no fornecedor até o momento de seu processamento.
A alta contagem bacteriana pode trazer grandes prejuízos para indústrias que produzem leite pasteurizado, UHT, fermentados e queijos, gerando impactos específicos para cada tipo de derivado em diferentes graus. No caso do leite UHT, por exemplo, quando produzido a partir de um leite com alta CBT, há maior risco de precipitação da caseína por ação de enzimas produzidas pelas bactérias antes do processo térmico, o que certamente reduzirá o tempo de prateleira (shelf-life) do produto. Além disso, para se ter um maior controle microbiológico, é necessário aumentar a frequência de limpeza dos equipamentos processadores, o que impactará em um acréscimo nas despesas com produtos de limpeza e nos custos de manutenção dos maquinários e que, por consequência, aumentará os custos de produção.
Diante disso, apresentaremos a seguir alguns resultados de análises realizadas pela Clínica do Leite em diferentes indústrias que evidenciam o quanto a qualidade, alcançada no campo, pode ser perdida facilmente ao longo da cadeia, até o momento do processamento.
Os pontos críticos para a CBT
É preciso, em um primeiro momento, identificar os fatores que podem fazer com que a CBT seja elevava, desde o momento em que o leite é coletado na fazenda até o processamento na indústria. Desta forma, segue abaixo uma figura ilustrativa do caminho que o leite percorre e os principais fatores que podem afetar a CBT em cada ponto do percurso:
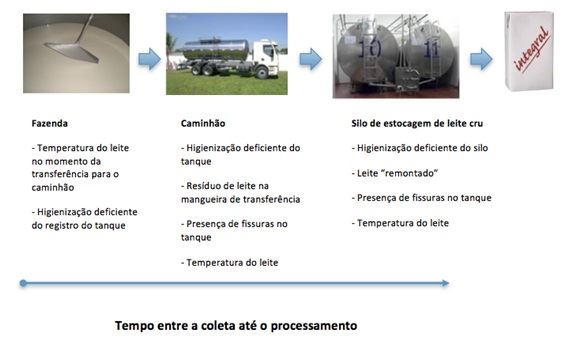
Como podemos observar, existem três principais momentos nos quais é importante realizar a medição da CBT ao longo da cadeia:
- Leite armazenado no tanque da fazenda: Toda indústria ligada ao SIF deve amostrar, pelo menos uma vez por mês, o leite produzido e fornecido por cada produtor no momento da transferência para o caminhão. Até este momento, a CBT do leite é de inteira responsabilidade do produtor.
- Leite armazenado no caminhão: As indústrias que possuem um controle de qualidade mais bem estruturado, para um melhor monitoramento da contagem microbiológica, fazem o mesmo tipo de amostragem nos caminhões tanque no momento em que é feita a descarga do leite na recepção da indústria. Com isso, se torna possível verificar qual foi o aumento da CBT da fazenda até a chegada à indústria.
- Leite armazenado no silo: Infelizmente são poucas as indústrias que realizam a coleta de amostra do leite armazenado nos silos. Esta amostragem deveria ser feita imediatamente antes de se iniciar o processamento do leite, pois a partir de uma análise destas amostras, seria possível mensurar o acréscimo da CBT desde o momento da descarga do caminhão até o processamento do leite.
Realizando as amostragens na fazenda, durante a descarga do caminhão e posteriormente no silo, torna-se possível para a indústria verificar em qual momento a qualidade do leite está sendo comprometida. Vale ressaltar aqui, que o fundamental para a indústria é a CBT no momento do processamento do leite.
Ao longo deste processo, pode-se chamar a atenção para alguns fatores, como a temperatura de armazenamento do leite e o tempo gasto entre a coleta na fazenda e a industrialização. Se o leite não for armazenado sob baixas temperaturas, inferiores a 4oC, haverá crescimento bacteriano, da mesma forma que, quanto maior o tempo entre a coleta e o processamento, maior será a multiplicação microbiológica. Como exemplo, há estudos que mostram que o leite, quando armazenado sob temperatura de 7oC, poderá conter o dobro da CBT, entre o 3o e o 4o dia após a coleta, do que o leite sob refrigeração inferior a 4oC.
É sabido que há grandes limitações no processo de transporte, descarga e estocagem na indústria e é exatamente isso o que discutiremos com base nos dados apresentados a seguir.
O que está ocorrendo com a CBT nas nossas indústrias?
Dentre as 360 indústrias do banco de dados, monitoradas pela Clínica do Leite, usando o critério de monitoramento da CBT nas 3 etapas acima citadas (fazenda, caminhão e silo), foram selecionadas apenas 14 para o estudo. Considerou-se o período de 6 meses para se ter um maior número de observações.
Destas 14 indústrias, três foram selecionadas e identificadas como “Empresa A”, “Empresa B” e “Empresa C” que possuíam situações bem distintas entre si.
Calculou-se a média geométrica de CBT das amostras coletadas em cada etapa do processo, isto é, na fazenda do produtor, no caminhão durante o descarregamento e no silo.
Como pode ser observado nos gráficos abaixo, as três empresas analisadas possuíram CBT muito baixa nas amostras coletadas nos seus fornecedores (Empresa A = 22 mil UFC/mL, Empresa B = 62 mil UFC/mL e Empresa C = 12 mil UFC/mL).
Gráfico 1. Contagem bacteriana (mil UFC/mL) - Empresa A
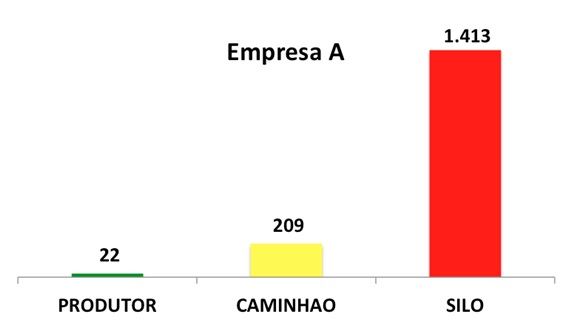
Gráfico 2. Contagem bacteriana (mil UFC/mL) - Empresa B
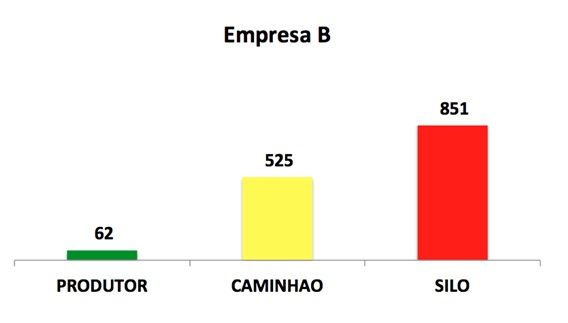
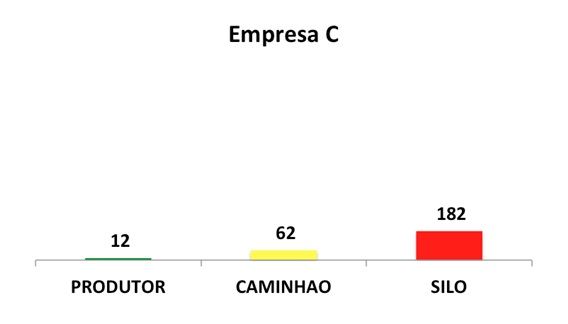
Gráfico 3. Contagem bacteriana (mil UFC/mL) - Empresa C
No entanto, quando são analisadas as amostras de leite coletadas durante o descarregamento, pode-se ver claramente que as Empresas A e B perderam muito em qualidade durante o transporte.
Quando analisamos os resultados das amostras de Silo, nota-se que a Empresa A apresentou a mais alta CBT no momento do processamento e, portanto, foi a indústria que mais “perdeu” qualidade. A Empresa B, obteve um aumento da CBT na análise da amostra do Silo em comparação com a do caminhão, mas este aumento não foi tão intenso quanto o apresentado pela Empresa A.
Diante dos resultados apresentados pela Empresa C, pode-se considerá-la como uma referência e exemplo a ser seguido. A Contagem Bacteriana Total extremamente baixa proveniente da análise do leite coletado nos produtores (12 mil UFC/mL) foi mantida após o transporte (62 mil UFC/mL) e bem controlada também até o momento do processamento (Silo com 182 mil UFC/mL).
Comparando as Empresas A e C, ambas possuem um fornecimento de leite de qualidade, entretanto, a Empresa C é a que está conseguindo de fato um leite de melhor qualidade até o momento do processamento e, consequentemente, está obtendo melhores benefícios provenientes desta qualidade superior.
Qualidade, um compromisso de todos
Diante do que foi discutido, fica evidente que a qualidade do leite é um compromisso de todos os envolvidos na cadeia. Eventualmente, há indústrias que conseguem comprar um leite de excelente qualidade, e que muitas vezes pagam mais por isso, mas que, por descuido em outras etapas do processo, não estão colhendo os benefícios. Problemas de logística em indústrias, que acarretam um longo tempo de rota, são muito comuns de serem observados, como também a ocorrência de tanques muito antigos, com problemas de fissura, longo tempo de espera no pátio da indústria para descarregar, além do problema de capacidade de estocagem na fábrica, o que pode ocasionar o “remonte” de leite no silo. Todos estes problemas acima citados podem gerar um crescimento intenso de bactérias e, consequentemente, comprometer a qualidade do produto final.
É sabido que há grandes limitações no processo de transporte, descarga e estocagem na indústria e é exatamente isso o que discutiremos com base nos dados apresentados a seguir.
O que está ocorrendo com a CBT nas nossas indústrias?
Dentre as 360 indústrias do banco de dados, monitoradas pela Clínica do Leite, usando o critério de monitoramento da CBT nas 3 etapas acima citadas (fazenda, caminhão e silo), foram selecionadas apenas 14 para o estudo. Considerou-se o período de 6 meses para se ter um maior número de observações.
Destas 14 indústrias, três foram selecionadas e identificadas como “Empresa A”, “Empresa B” e “Empresa C” que possuíam situações bem distintas entre si.
Calculou-se a média geométrica de CBT das amostras coletadas em cada etapa do processo, isto é, na fazenda do produtor, no caminhão durante o descarregamento e no silo.
Como pode ser observado nos gráficos abaixo, as três empresas analisadas possuíram CBT muito baixa nas amostras coletadas nos seus fornecedores (Empresa A = 22 mil UFC/mL, Empresa B = 62 mil UFC/mL e Empresa C = 12 mil UFC/mL).
Gráfico 1. Contagem bacteriana (mil UFC/mL) - Empresa A
Gráfico 2. Contagem bacteriana (mil UFC/mL) - Empresa B
Gráfico 3. Contagem bacteriana (mil UFC/mL) - Empresa C
No entanto, quando são analisadas as amostras de leite coletadas durante o descarregamento, pode-se ver claramente que as Empresas A e B perderam muito em qualidade durante o transporte.
Quando analisamos os resultados das amostras de Silo, nota-se que a Empresa A apresentou a mais alta CBT no momento do processamento e, portanto, foi a indústria que mais “perdeu” qualidade. A Empresa B, obteve um aumento da CBT na análise da amostra do Silo em comparação com a do caminhão, mas este aumento não foi tão intenso quanto o apresentado pela Empresa A.
Diante dos resultados apresentados pela Empresa C, pode-se considerá-la como uma referência e exemplo a ser seguido. A Contagem Bacteriana Total extremamente baixa proveniente da análise do leite coletado nos produtores (12 mil UFC/mL) foi mantida após o transporte (62 mil UFC/mL) e bem controlada também até o momento do processamento (Silo com 182 mil UFC/mL).
Comparando as Empresas A e C, ambas possuem um fornecimento de leite de qualidade, entretanto, a Empresa C é a que está conseguindo de fato um leite de melhor qualidade até o momento do processamento e, consequentemente, está obtendo melhores benefícios provenientes desta qualidade superior.
Qualidade, um compromisso de todos
Diante do que foi discutido, fica evidente que a qualidade do leite é um compromisso de todos os envolvidos na cadeia. Eventualmente, há indústrias que conseguem comprar um leite de excelente qualidade, e que muitas vezes pagam mais por isso, mas que, por descuido em outras etapas do processo, não estão colhendo os benefícios. Problemas de logística em indústrias, que acarretam um longo tempo de rota, são muito comuns de serem observados, como também a ocorrência de tanques muito antigos, com problemas de fissura, longo tempo de espera no pátio da indústria para descarregar, além do problema de capacidade de estocagem na fábrica, o que pode ocasionar o “remonte” de leite no silo. Todos estes problemas acima citados podem gerar um crescimento intenso de bactérias e, consequentemente, comprometer a qualidade do produto final.